Описание за Polymaker Panchroma CoPE Оранжев
Filament Polymaker Panchroma CoPE представлява
значителен технологичен напредък в областта на материалите за 3D печат, който
преодолява традиционните ограничения на
обикновените термопласти чрез иновативна
формула на кополиестерна основа. Този
материал, известен по-рано като Panchroma Regular, е разработен с цел да предостави на
потребителите изключителна комбинация от
високоскоростен печат, отлично качество на
повърхността и разширени конструктивни
възможности, които значително надвишават
възможностите на стандартните PLA филаменти.
Кополиестерната структура на
материала осигурява оптимален баланс между
механични свойства, термична стабилност и обработваемост, което позволява постигане
на скорости на печат до 400 mm/s без
компромиси в качеството на крайния
обект. Тази скорост представлява
неколкократно увеличение на
производителността в сравнение с конвенционалните материали, които
обикновено достигат максимални скорости
около 60 до 100 mm/s, и прави този филамент
идеален избор за производствени среди,
изискващи бързо прототипиране или
малосерийно производство. Химическият
състав на този усъвършенстван кополиестер
е внимателно оптимизиран чрез обширни
изследвания и разработки, включващи
тестване на различни полимерни формули и добавки за постигане на идеалната
комбинация от свойства.
Кополиестерната база представлява сложна
комбинация от различни естерни мономери,
свързани в дълги полимерни вериги чрез
кондензационна полимеризация. Този процес
създава материал с уникална молекулярна
архитектура, където редуването на различни
мономерни единици нарушава правилната
кристална структура, типична за
хомополимерите, което води до по-добра
обработваемост и разширен температурен
прозорец за печат. Полученият материал
показва значително по-добра способност за
запълване на празнини (bridging) и създаване на
надвеси (overhangs) в сравнение с конвенционалните материали, което
разширява възможностите за конструктивен
дизайн и елиминира необходимостта от
поддържащи структури в много
приложения. Тази подобрена
геометрична гъвкавост произтича от
оптимизираните реологични свойства на
материала по време на топене, които
позволяват по-прецизен контрол върху
потока на полимера и неговото втвърдяване
по време на нанасяне. Температурният
прозорец за обработка на материала варира
от 190 °C до 230 °C за температура на печат,
което осигурява значителна гъвкавост за
адаптиране към различни видове принтери и специфични изисквания на отделните
проекти. По-ниските температури в този
диапазон, обикновено между 190 °C и 205 °C, са
подходящи за фини детайли и тънки стени,
където прецизността на размерите и минимизирането на „нишките“ (stringing)
са важни.
Средните температури около 210 °C до 220 °C
представляват оптимален компромис между
скорост на печат и качество на
повърхността, докато по-високите
температури до 230 °C позволяват максимален
поток на материала за високоскоростни
приложения или печат на масивни обекти.
Температурата на нагряваната подложка
трябва да бъде настроена между 25 °C и 60 °C,
като оптималната стойност обикновено
варира между 40 °C и 50 °C за осигуряване на
идеална адхезия на първия слой. Този широк
диапазон от работни температури позволява
на потребителите да настроят фино
параметрите на печат според конкретните
нужди, независимо дали става въпрос за
максимизиране на скоростта на производство
или за постигане на най-високото възможно
качество на повърхността. Една от
най-важните характеристики на материала
Panchroma CoPE е неговата изключително силна
адхезия към подложките за печат, която
представлява „нож с две остриета“,
изискващ специфичен подход към
обработката. Тази изключителна
прилепимост е резултат от комбинация от
няколко фактора, включително полярната
природа на естерните групи в полимерната
верига, които създават силни дипол-диполни
взаимодействия с повърхността на
подложката, и оптимизирания вискозитет на
стопилката, който позволява перфектно
омокряне на повърхността по време на
нанасяне на първия слой. Докато това
свойство ефективно елиминира проблемите с деформацията (warping) и отлепването на
обектите по време на печат, което е чест
проблем при големи или тънкостенни обекти,
същевременно може да причини значителни
усложнения при отстраняването на готовите
обекти от работната повърхност.
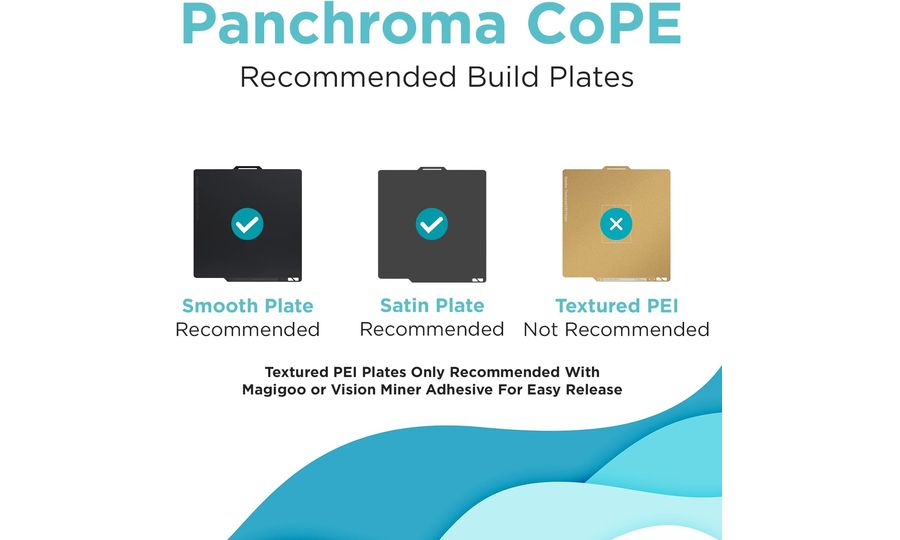
Материалът показва особено силен
афинитет към текстурирани или
структурирани PEI плочи, където адхезията
може да бъде толкова интензивна, че
съществува риск от повреда както на
разпечатката, така и на самата подложка при
опит за отстраняване. Механизмът на
тази изключителна адхезия е свързан с молекулярната структура на кополиестера и неговата способност да създава силни
междумолекулни взаимодействия с повърхността на PEI материала. При
температурата на печат настъпва частична
интердифузия на полимерните вериги на
границата между филамента и подложката,
което създава почти перманентна връзка. За
минимизиране на този ефект е критично да се
спазват препоръчаните процедури,
включително използването на подходящи
сепариращи средства и цялостно охлаждане
на обекта до стайна температура преди опит
за отстраняване, когато термичното свиване
на материала помага за естественото
освобождаване от подложката. Значително
ограничение на материала Panchroma CoPE е неговата несъвместимост с традиционните PLA
филаменти в рамките на мултиматериален
печат. Различната химическа природа на
кополиестера и полимлечната киселина води
до недостатъчна адхезия между слоевете на
тези материали, което прави невъзможно
ефективното им комбиниране в един обект.
Тази липса на адхезия обаче парадоксално
представлява предимство при използването
на Panchroma CoPE като отделящ се поддържащ (support)
материал за PLA обекти, където слабата връзка
между материалите улеснява последващото
отстраняване на подпорите без повреждане
на основния обект. Тази двойна
характеристика разширява възможностите за
приложение на материала и предоставя на
потребителите допълнителна гъвкавост при
планирането на сложни проекти за
печат. Настройките за ретракция за
оптимални резултати зависят от типа
екструдер, използван в конкретния принтер.
За конфигурация с директно задвижване (Direct
Drive) се препоръчва разстояние на ретракция
от 1 mm при скорост 20 mm/s, което минимизира
риска от запушване на дюзата, като
същевременно поддържа чист печат без
нежелани нишки. За Bowden системи с по-голямо
разстояние между мотора и дюзата е подходящо разстояние на ретракция от 3 mm
при скорост 40 mm/s, което компенсира
еластичността на Bowden тръбичката и осигурява прецизен контрол върху потока на
материала. Използването на охлаждащ
вентилатор по време на печат се препоръчва
за оптимално качество на надвесите и фините
детайли, като интензитетът на охлаждане
може да бъде коригиран според сложността на
печатаната геометрия. Ако материалът
абсорбира влага от въздуха по време на
съхранение, което може да се прояви чрез
пращене по време на екструзия или влошено
качество на повърхността, се препоръчва
изсушаване при температура 55 °C за период
от 6 часа.
Този процес възстановява оптималните
свойства за печат на материала чрез
отстраняване на абсорбираната влага, която
може да причини хидролиза на полимерните
вериги и деградация на механичните
свойства. Редовното сушене е особено важно
в среди с висока относителна влажност или
при дългосрочно съхранение на отворени
макари. Системата за контрол на
качеството на компанията Polymaker осигурява
последователност на цветовете и хомогенност на материала във всички
производствени партиди чрез строги
протоколи за тестване и спектроскопски
анализ. Всяка макара преминава през
щателна проверка, включваща измерване на
диаметъра на нишката, тестване на
механичните свойства и визуална инспекция
за гарантиране на липсата на дефекти.
Резултатът е материал с високо унифицирани
свойства, който осигурява предвидими и повторяеми резултати, независимо от мащаба
на проекта – от малки художествени
произведения до мащабни индустриални
приложения. Опаковката на филамента
отразява ангажимента на Polymaker към
екологичната устойчивост чрез използване
на напълно рециклируеми материали. Всяка
макара с тегло 1 kg е изработена от
рециклиран картон с подсилени ръбове, които
предотвратяват повреда и лющене по време на
работа и съхранение.
Специалното покритие на ръбовете на
макарата елиминира типичната за
картонените материали запрашеност и същевременно осигурява съвместимост с автоматични системи за смяна на материали,
като Bambu Lab AMS. Филаментът е прецизно навит по
технология, предотвратяваща заплитането, и е вакуумно опакован в плик с цип за
многократна употреба, съдържащ десикант,
което гарантира оптималното състояние на
материала при доставката и по време на
съхранение. Диаметърът на нишката от 1,75 mm
със строг толеранс осигурява
последователен поток на материала и съвместимост с по-голямата част от
модерните FDM и FFF 3D принтери. Тази
стандартизация позволява лесна интеграция
на материала в съществуващите
производствени процеси без необходимост от
значителни промени в хардуера или софтуера.
Материалът е оптимизиран за работа с настройките по подразбиране на повечето
разпространени софтуери за слайсване (slicing),
което опростява процеса на подготовка за
печат и намалява бариерата за навлизане за
потребителите, преминаващи от традиционни
PLA материали. Спектърът на приложение
на Panchroma CoPE включва широка гама от
приложения – от функционални прототипи
през крайни продукти до специализирани
технически приложения.
Високата устойчивост на износване и механичната якост правят материала идеален
за създаване на компоненти, подложени на
механично натоварване, като зъбни колела,
лагери или конструктивни елементи.
Отличното качество на повърхността без
нужда от допълнителна обработка позволява
директно производство на естетични части
за потребителски продукти.
Способността за високоскоростен печат
значително повишава производителността и намалява производствените разходи, което
прави материала атрактивен за малосерийно
производство и бързо прототипиране.
Икономическата перспектива на
използването на Panchroma CoPE показва
благоприятно съотношение между
първоначалната инвестиция и дългосрочните
спестявания благодарение на повишената
производителност и намаления процент на
неуспешни разпечатки. Възможността за
печат със скорост до 400 mm/s представлява
потенциално съкращаване на
производственото време с повече от
50 процента в сравнение със стандартните
материали, което значително намалява
разходите за енергия и амортизацията на
оборудването. Подобрените способности за
изграждане на мостове и надвеси намаляват
нуждата от поддържащи структури, което
спестява материал и елиминира времеемките
стъпки за последваща обработка.
Комбинацията от тези фактори прави Panchroma CoPE
икономически изгоден избор както за
професионални потребители, така и за
ентусиасти, търсещи максимална
производителност и надеждност в своите
проекти за 3D печат.
Характеристики:
- Материал: кополиестер (CoPE)
- Цвят: Orange
- Диаметър на нишката: 1,75 mm
- Толеранс на диаметъра: ±0,02 mm
- Тегло: 1000 g
- Температура на печат: 190 °C до
230 °C
- Температура на подложката: 25 °C до 60 °C
- Препоръчителна температура на
подложката за оптимална адхезия: 40 °C до
50 °C
- Максимална скорост на печат: 400 mm/s
- Охлаждане: препоръчва се включен
вентилатор
- Ретракция за Direct Drive: разстояние 1 mm,
скорост 20 mm/s
- Ретракция за Bowden система: разстояние 3 mm,
скорост 40 mm/s
- Настройки за сушене: 55 °C за 6 часа при
абсорбция на влага
- Съвместимост с мултиматериални
системи: Bambu Lab AMS
- Съвместимост с PLA при мултиматериален
печат: не (лоша адхезия)
- Възможност за използване като поддържащ
материал за PLA: да
- Адхезия към подложката: много силна
- Препоръчителни подложки за печат: гладка
или сатенена повърхност
- Непрепоръчителни подложки: текстурирани
PEI плочи
- Препоръчителни сепариращи средства:
Magigoo Original, Vision Miner
- Устойчивост на износване: висока
- Способност за изграждане на мостове
(bridging): подобрена
- Способност за изграждане на надвеси
(overhangs): подобрена
- Тип макара: рециклируема картонена с
подсилени ръбове
- Съвместимост: всички отворени FDM/FFF 3D
принтери
- Опаковка: вакуумно опакован в плик с цип
за многократна употреба
- Сертификация: отговаря на стандартите за
материали за 3D печат

 Česko
Česko Slovensko
Slovensko Magyarország
Magyarország Deutschland
Deutschland România
România Polska
Polska Slovenija
Slovenija